技術・認定
Technology and Certification
- レール継手工事
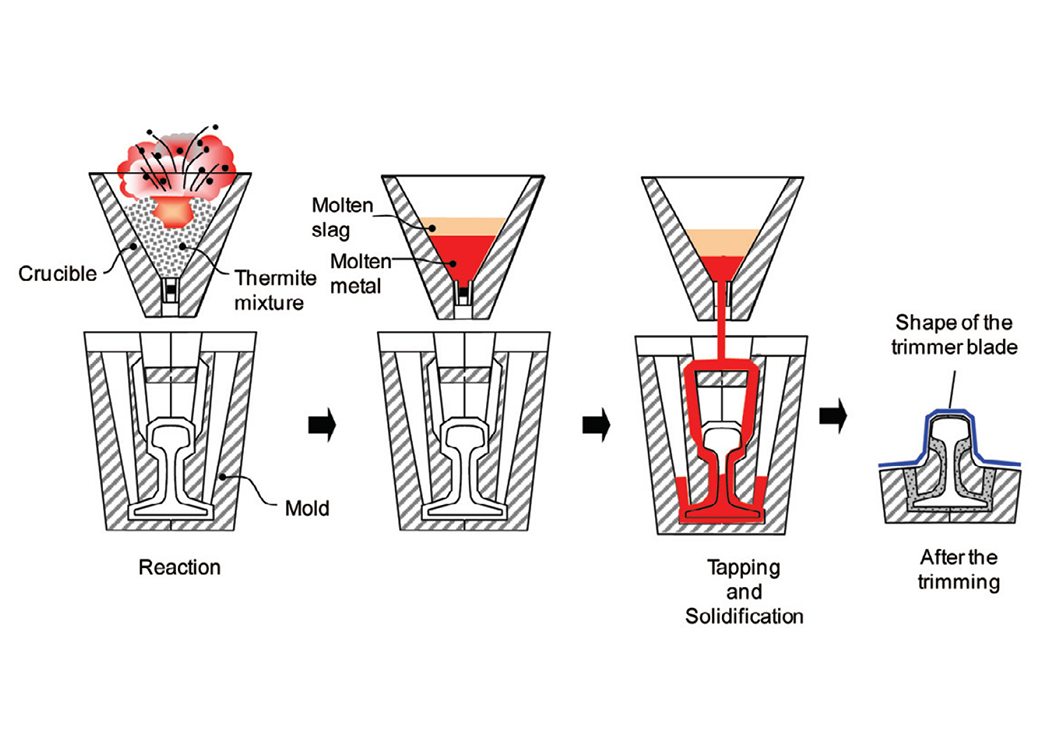
レールテルミット溶接









酸化鉄の薄片(スチール)とアルミニウム粉末との化学反応で生じた溶鋼を、あらかじ接合するレール継手部に組み立てたモールド内に注入して接合する方法です。
特長
-
- その1
- 敷接されたレールをそのまま溶接することが出来ます。
-
- その2
- 溶接技術者の熟練度に係わらず均一な品質が得られます。
-
- その3
- 使用機材が簡便なため、機動性に富みます。
動画紹介

お問い合わせ
- お電話でのお問い合わせ
-
045-938-6088 045-938-6088
担当:大山
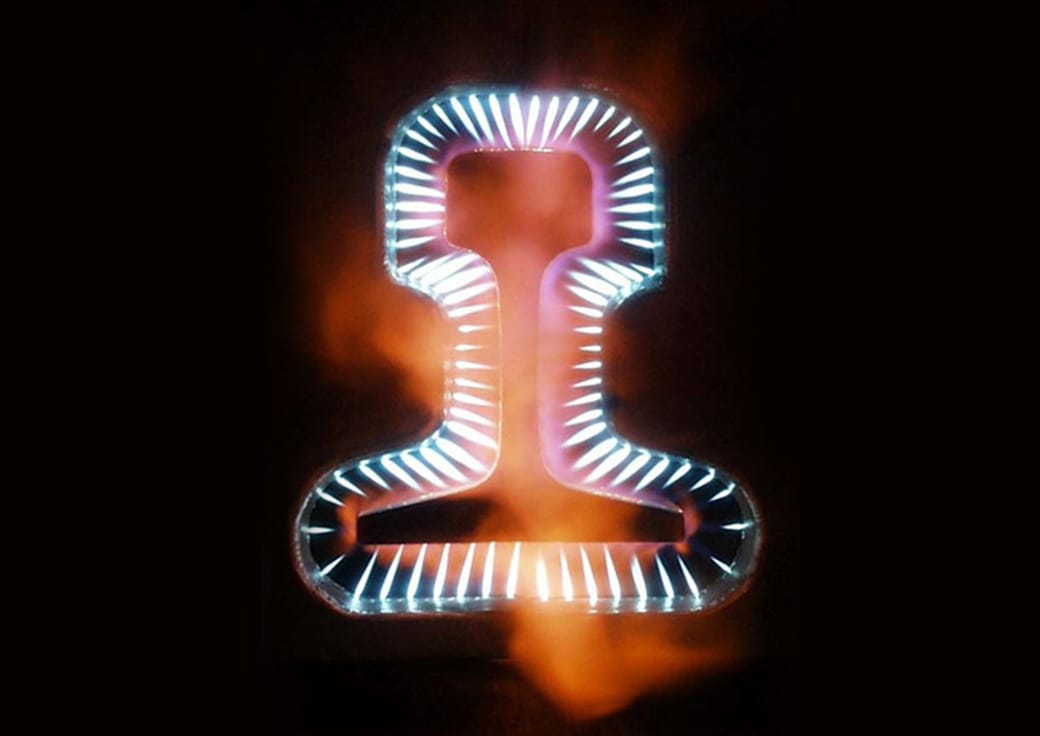
レールガス圧接








2本のレールの両端面を突き合わせ、これをレール軸方向に圧縮力を加えながら突き合わせ部を酸素・アセチレン炎により加熱して軟化させ加圧しながら接合する方法です。
特長
-
- その1
- レール接合部の強度が母材レールに極めて近く、高強度を維持できます。
-
- その2
- 比較的短い時間で溶接施工ができます。
-
- その3
- 溶接部の品質が安定しています。
動画紹介
お問い合わせ
- お電話でのお問い合わせ
-
045-938-6088 045-938-6088
担当:大山
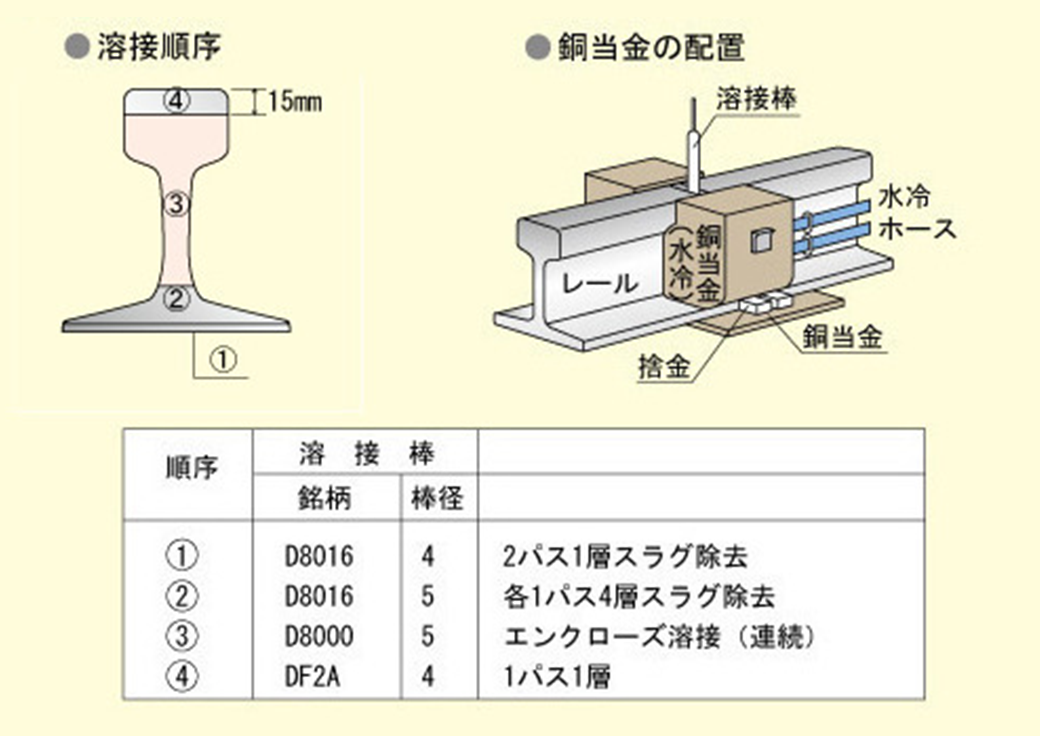
レールエンクローズ溶接





溶接する2本のレールの端面を約17mmに保ち、その周辺をレール形状に合わせた銅のブロックで囲み、囲まれた内部を低水素高張力被膜溶接棒を用いてアーク溶接にて接合する工法です。
特長
-
- その1
- 敷接されたレールをそのまま溶接することが出来ます。
-
- その2
- 分岐器内等狭小な場所での溶接が可能です。
-
- その3
- 使用機材が簡便なため、機動性に富みます。
動画紹介
お問い合わせ
- お電話でのお問い合わせ
-
045-938-6088 045-938-6088
担当:大山
「絶対品質の鉄の結合技術」を提供し、
社会と社員さんの
- 電話
受付 - 092-501-5963 092-501-5963 平日9:00~18:00(定休:日曜日)